偏光片貼附LCD/OLED上下面,起偏光作用,偏光片使自然光變成線偏振光。
貼片工序原理
貼片工序主要是將偏光片表面的離心膜剝離之后,承載單元移動過程中, 貼附Roller將偏光片貼在panel上下表面。(貼附動作如圖)

貼片動作圖示
偏貼設備構成和性能指標
偏光片貼片機主要由清掃,對位,剝離,貼附,翻轉等結構單元組成。
布局圖

51.CELL T/R&ALIGN 52.ATTACH DRUM
53.PEELING UNIT 55.U/LOADING C/V
56.SET TABLE 57.POL.T/R
58.POL.MAGAZINE 59.BUFFER TRANSFER
60.UNTILTING STAGE 62.ROTATE STAGE
工藝流程圖

主要性能指標

偏貼的主要工藝參數
偏光片貼片工序主要參數有:貼附速度,貼附壓力,起貼位置,貼附Gap值,貼附角度等,工藝品質主要貼片精度控制,貼片氣泡大小,Particle控制和前端貼附痕控制。

貼片動作示意圖
1.主要工藝參數
貼附速度 260mm/s
貼附壓力: 2.8±0.2
起貼位置: 偏光片外邊線0.8mm
貼附Gap值: 0.04mm~0.06mm
貼附角度: θ=15°±5°
#p#分頁標題#e#2. 工藝質量評價
貼片精度控制:±0.1mm
貼片氣泡大小:≤30㎛
Particle ≤30㎛
前端貼附痕: 偏光片前端0.5mm以內無貼附痕
Static Electricity :
Below 300V (Value measured 15seconds after starting)
獨立清洗、貼片設備介紹
產品小于3英寸,使用Dipping方式清洗、獨立偏光片貼附設備完成生產。
浸入式清洗機
1.1清洗目的
本清洗機是用來清洗產品表面,去除表面雜質并烘干,為后續貼片工序做好準備。
1.2清洗原理
先利用洗劑、DIW加上超聲震蕩,使表面雜質脫落融入洗劑,再利用DIW加超聲震蕩、熱烘去除表面殘留的洗劑、水份等,達到清洗目的。
1.3清洗設備構成和主要性能指標
清洗設備構成如下:
投入段 => 洗凈段 => 熱烘段 => 取出段

清洗機構成圖
各機構簡單說明和主要性能指標如下:
投入段:
2-3個承載位置,傳感器感知工裝籃有無,采用氣缸升降移載方式投入,作動:Z向氣缸上升 → X向氣缸右移 → Z向氣缸下降 → X向氣缸退回原點 → 依循此方式將工裝籃投入到洗凈承載座上.注:本機構設有程序保護功能及SENSOR檢知。
洗凈段:
主要構成;承載位1個,洗劑槽2個,噴淋槽1個,洗凈槽2個,慢提拉槽1個。
承載位:1個,工裝籃移入承載位置之后,立刻送入后段洗劑槽。
洗劑槽:2個,使用洗劑(人工添加)+純水,配超聲震蕩加強清洗效果,超聲強度最大1800W,頻率40/80kHz雙頻選擇,洗劑槽溫度設置在40-50度。
噴淋槽:1個,噴淋純水,純水來自后段洗凈槽,噴淋時需要左右往復移動以增強噴淋效果,溫度在40-50度。
洗凈槽:2個,純水,配超聲震蕩加強清洗效果,超聲強度最大1800W,頻率40/80kHz雙頻選擇,洗劑槽溫度設置在50-70度。
慢提拉槽:1個,工裝籃內玻璃基板自純水中緩慢上升利用水的表面張力將附著水珠引下,以降低含水量而加速水份蒸發。
熱烘段:
熱烘段構成:熱烘承載位置1個,熱烘工位2-4個。#p#分頁標題#e#
洗凈后的工裝籃移至熱烘承載位置,設備自動將其移入熱烘工位,進行熱烘處理,利用熱風循環達到烘干水份的效果,處理溫度可設置,一般在70度左右。采用氣缸升降移載方式移動。
取出段:同投入段。
1.4清洗主要工藝參數和工藝質量評價
主要工藝參數有:
節拍時間:通常360秒,可以根據實際生產需要調節。
超聲強度:最大1800W,雙頻設置,根據實際生產效果調節選擇最佳的組合。
清洗溫度:洗劑槽溫度設置在40~50度;洗凈槽溫度設置在50~70度;慢提拉槽在75度左右;熱烘處理溫度70度左右。生產中會根據實際清洗狀況作調整。
工藝質量評價:
洗出后產品表面潔凈無顆粒而且完全干燥。如果清洗不完全,需要調整清洗機的清洗條件,或者返工處理。
清洗過程中需要監控清洗劑槽的PH值,限制在一定的范圍內,否則會對產品的質量有嚴重的影響。
1.5工藝生產所需的材料特性和工藝評估
自動貼片機
本貼片設備適合1-3寸產品偏光片的貼附。
2.1 貼片目的
同上大尺寸貼片機。
2.2 貼片原理
同上大尺寸貼片機。
2.3 貼片設備構成和主要性能指標
布局圖:

① Loading System (Cassette) ② Panel Centering
③ Attach Table ④ Panel Transfer – 3 Head
⑤ Turn Over ⑥ Panel Transfer – 1 Head
⑦ Panel Unloading Unit ⑧ POL Peeling Unit
⑨ POL Set Table ⑩ POL Centering
⑪ Unloading System (Cassette)
工藝流程圖:

翻轉后,貼附另一面,工藝流程相同。
主要性能指標:
|
Face |
1. LOADING CV SPEED |
10 ~ 180 mm/s |
|
2. PANEL CEN'T PRECISION |
± 0.2 mm |
|
|
3. PANEL TR HEAD SPEED |
10 ~ 1000 mm/s |
|
|
4. PANEL TURN OVER ANGLE |
90 ° |
|
|
5. UNLOADING CV SPEED |
10 ~ 180 mm/s |
|
|
6. POL MAGAZINE UP/DOWN SPEED |
30 mm/s |
|
|
7. POL CEN'T PRECISION |
± 0.2 mm |
|
|
8. FILM DETACHER TABLE SPEED |
10 ~ 500 mm/s |
|
|
9. POL ATTACHMENT ACCURACY |
± 0.2 mm |
|
|
10. PANEL ROTATE ANGLE |
90 ° |
|
|
Back |
1. LOADING CV SPEED |
10 ~ 180 mm/s |
|
2. PANEL CEN'T PRECISION |
± 0.2 mm |
|
|
3. PANEL TR HEAD SPEED |
10 ~ 1000 mm/s |
|
|
4. PANEL TURN OVER ANGLE |
90 ° |
|
|
5. UNLOADING CV SPEED |
10 ~ 180 mm/s |
|
|
6. POL MAGAZINE UP/DOWN SPEED |
30 mm/s |
|
|
7. POL CEN'T PRECISION |
± 0.2 mm |
|
|
8. FILM DETACHER TABLE SPEED |
10 ~ 500 mm/s |
|
|
9. POL ATTACHMENT ACCURACY |
± 0.2 mm |
|
|
10. PANEL ROTATE ANGLE |
90 ° |
|
|
Other |
1. VACUUM PRESSURE |
- 80 kpa |
貼片返工介紹
偏光片返工目的
將不良品panel表面的偏光片剝離后,通過液晶面板偏光片返工機將新的偏光片貼在panel上。
主要組成
返工線主要由Peeling機臺和偏貼機臺組成,其中不良品分類,panel 表面清潔主要是人力手工進行。
返工線流程
加壓消泡介紹
加壓消泡目的
貼片完成后,偏光片和玻璃基板之間有微小氣泡,需要利用設備消除小氣泡,同時可以增加其之間的粘附性。

加壓消泡目的
加壓消泡原理
將貼片后的玻璃基板放入密閉的環境(通常是鍋爐狀腔體),利用高壓(5 kgf/cm2)配合一定的溫度(50度左右),維持一定的時間(20-40分鐘),這樣就可以消除小氣泡,同時可以增玻璃面板與偏光片間的粘附性。

加壓消泡設備構成和主要性能指標:
加壓消泡機主要由作用室、加熱部分、控制部分組成。
工藝時間設定:0 ~ 99小時59分鐘,可調
工藝溫度設定:室溫到100℃,可調
工藝壓力設定:0 ~ 10 kgf/cm2, 可調
溫度分布:在50°C時±3°C以內(當溫度穩定時)
升壓速度(從0升到5kg/cm2):最快在5分鐘以內
排氣速度(從5降到0kg/cm2):小于5分鐘
升溫速度(從室溫升到50°C,且穩定):最快在5分鐘以內
安全功能:自動門(下限壓力設定以確保開門安全),主斷電器,自動斷電器,過熱保護,過壓保護,短路保險絲,溫度保險絲,安全閥,緊急停止開關
加壓消泡主要工藝參數和工藝質量評價
主要工藝參數有:加壓壓力、加壓時間、保持時間,通常的流程如下:
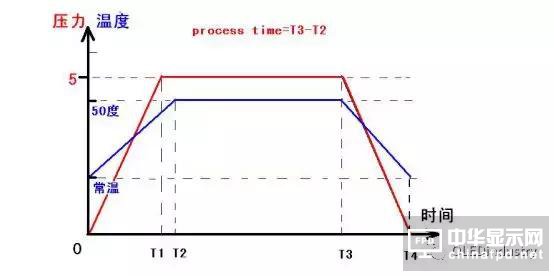
加壓消泡處理示意圖
通常設置:
壓力=5 kgf/cm2
溫度=50度
時間=20~40分鐘
工藝質量,視消泡效果,可以適當調節處理時間、溫度、壓力,以保證小氣泡能完全被消除。

關注我們

公眾號:china_tp
微信名稱:亞威資訊
顯示行業頂級新媒體
掃一掃即可關注我們