����ȫ������ҕ�X�c�ոе������Y�ϣ�������ȫ��ͬ���w�����S��������Ş��S8�İl���͟��N�������ڇ������A�顢С�ȸ����֙C�S��Ҳ�����°������^�Ƴ��Լ���ȫ�����aƷ���˕rȫ������Ȼ�ɞ��ИI��څ�ݡ��҂���֪�ڂ��y���֙C��Ļ�@ʾ�Ȟ�16��9�����L���Σ���߅����ֱ�ǣ�����Ҫ�ڙC���Ϸ���ǰ�Ôz���^�����x����������Ԓ����Ԫ����������Ļ�����C��߅������һ�����x����18��9��ȫ�����֙C����ռ��һ�㶼������80%����Ļ߅�����dz��N���֙C�C��������^�m���ô�ǰ��ֱ�Ƿ��������o̎�������Pģ�M��Ԫ����ͬ�r����Ļ�ӽ��C�����Ļ�ڵ���r���ܸ���ě_�����M��������������˞�p�������Ŀ��ܺ��A��Ԫ�����g��������Ļ�ӹ��ɷ�ֱ�ǵĮ����и�׃��ʮ�ֱ�Ҫ��

����“�����и�”�Ǹ�����ͬ��Ҫ����Ļ�M��R���иU���_���иC���и�ȡ���Ŀ����Ҫ�Ѓɷ��棺һ����Ҫ����Ļ�Ľ���C�ǻ���R���иͬ�rͨ�^�Ӿ��_�����M��߅���a�����Է�ֹ����������һ��������Ҫ����Ļ�Ϸ���U���и��ǰ�Ôz���^�����x����������Ԓ����Ԫ���A�����g��
����2.��ǰ�Į����и���÷�����Ҫ�У���݆�и�����и�Լ�CNC��ĥ������Ϣ�Q�����ڇ����֙C�S�̟o���õ�OLED�a�ܣ��������ȫ�����Բ���LCD������������LCD��Ļ�Į����и���ǵ�݆�и�����и��CNC��ĥ��

����ʲô�ǵ�݆�и�ͼ����и
����1����݆�и����ڙCе�ӹ����]�иߜ؆��}���������¿�߅�S���c���cȱ�ڣ���ˇ���Σ���Ŀǰ���N�ӹ���ʽ�гɱ���ͣ��������Ű�����ƣ���횷���3���Ű�ԭ�t���и��ٶ���300��/С�r��

����2�������и����ø߹����ܶȼ��������䱻�и���ϣ�ʹ���Ϻܿ챻�ӟ��������ضȣ����l�γɿ���ͬ�r�����c����ͬ�S�ĸ��ٚ��������������|���S�����������ϵ��Ƅӣ��γ��пp�������и�ߴ羫�ȸߡ��пڟoë�̡��пp��׃�Ρ��и��ٶȿ��Ҳ��ܼӹ��Π����Ƶ����c����������^���Ԅt���гɱ��ߵIJ��㼰�П�Ӳ���p�ģ��ٶ�600��/С�r��
����3��CNC��ĥ�����ý���ɰ�A��ĥ���������D��ˮ��sĥ���ļӹ����������Լӹ��κ��Π�ٶ�60��/С�r�����^��
����ȫ���������и���ļӹ�Ҫ�c������
����Ŀǰ�����и����������������Ļ������Ѓɂ�C�ǣ��ɂ�R�ǣ�һ��U�ۡ�
���������и���Ҫ߀�������LjA���и��݆�и�ͼ����и����£�
������݆�и��
����1���ٶȿ죬ֱ��1000-200mm/s,����100mm/s
����2���őҸ��и�C���F�Ժ���p���˱�߅������˾��ȣ������֮aƷֱ���M���и�Ϳ��ԝM��Ҫ�������и�Įa��ֱ������600-2400��/С�r��
����3��ֱ�����и����⻬������±0.04mm,���ε��и����±0.06mm��Ŀǰ����ĴőҸ��и��ژI��̎�I��ˮƽ��
����������
����1�������и��Ƿǽ��|�Լӹ����o�Cе�����Ɖģ���Ч���^�ߡ�ͬ�ӵăɂ�C�ǣ��ɂ�R�ǣ�һ��U�۵ļӹ�������20�����ҾͿ�������и
����2�����ڼ����и��ԭ���nj�����۽��������ϣ��������M�оֲ��ӟ�ֱ�����^���c��Ȼ���ø߉����w�����ڵĽ��ٴ��x���S�������c���ϵ��Ƅӣ��γɌ��ȷdz�խ���пp�������и�ľ��ȿ����_��±0.04mm��
���������P�Y���˽⣬Ŀǰ�����ļ����и�C���Ǽt����wƤ�뼤���������ÃȾ۽��и����ԓ�����ڳɱ���Ч��֮�gȡ�������ľ��⡣���ȵ���弤���и��O��S����Ҫ�У����弤�⣬ʢ�ۼ��⣬�������⣬����S����Ҫ���ձ�ƽ�
����CNC��
����1��CNC����ĥ�����ߌ��������M�o�M��ĥ���ļӹ��������ڼӹ�����Ҫ��ˮ�M����s�����Լӹ��κ��Πһ����Ƭ����߅�M��ĥ߅��ÿƬ������Ҫ�M�й�W��λ��
����2������Ŀǰ�IJ�������0.125T���Όӣ���ȣ�ĥ����ɰ̖1000#���ϣ��Ҍ����S��ƽ����Ҫ����Ӈ���
����3��������±0.05mm,��߅��±0.03mm
�������چΙC���a���ͣ����Ԅӻ��ɞ�͑������Č���Ŀǰ�S���д���������þõȣ�Ŀǰ�����^����Ĵ����������M���ˑ��á�
�����C�Ͻ�һ���͑���ԇ������ǵ۾�ُ���˵�݆�����и�C�����⮐���и�C�� CNC�����и�C�M��ȫ��Ĝyԇ�������ˮ����и�C��ǰ�棬�e���˳���Ľ��ó���ȫ�����Ĺ�ˇ������
����1.��݆���őҸ��и�C��→���֮aƷֱ���и�OK
����2.��݆���őҸ��и�C���и�ɷ�Ƭ→��CNCĥ����→OK
����3.��݆���őҸ��и�C���ɷ�Ƭ →�î����_��→CNCĥ���ɳ�ƷOK
����4.��݆���őҸ��и�C���ɷ�Ƭ →�ü����_��→CNCĥ���ɳ�ƷOK
����Ŀǰ�������ؼѿƼ�����˾�������ָ��늹ɷ�����˾���õڶ��N��ʽ���|ݸ�������_�������˾������������Դ�Ƽ�����˾���õ��ǵ�һ�N�͵ڶ��Nͬ�r�ķ�ʽ����Ŀǰ��ǰ�����N��ʽ�ѽ����ԝM��ȫ���������a��Ҳ���Ա��_�����и�C�߰��O�䌦��I�ĉ�����
����ȫ���������и�a���AӋ2018��Q4����ጷ�
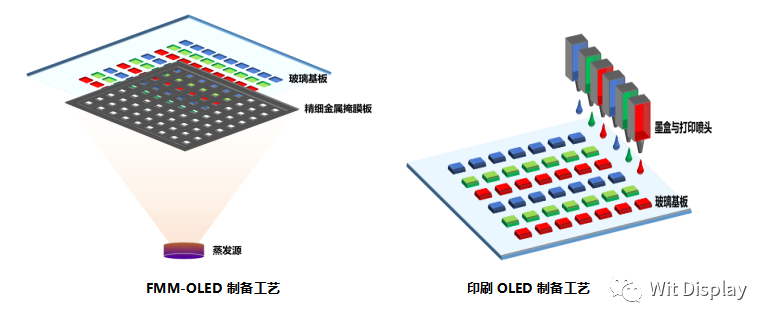
����ȫ����Ҳ���S��OLED�@ʾ�����ƏV���Ӱlչ������Ŀǰȫ��������a�֙C������OLED��Ļ���a��������I��Ҫ߀�����Ǻ�LG����ǰ������؛���ܕ�����һ���Ć��}�����^���S�����ȏS�̷e�O�U��OLED���a����OLED��幩�o�˵ĉŔ��Ј������u�����ơ�����IHS�A�y����2020�꣬�Ї��S�̵�OLED����Ј�ռ���ʌ�������20����
�������⌦�����S���ԣ����ˌ��F����խ߅����Ҫ���M�c�z��ˇ������GOA�������@����һ���̶����������Ć�ƷASP������ģ�M�S���ԣ�����COF�ͮ����и����Ҫُ�����O�䡢�����Юa�����^����졣�ЙC�����������ȵ�COF�ͮ����и�Įa����2017��Q4���ܵõ�ጷš����î����и�����@ʾģ�MASP��Ȃ��y��������20-30%�����Ȳ��ֵďS�̌�ռ���șC��
������Ŀǰ���a�֙Cȫ�����аl�M�Ⱥͳɱ��˿��]����ȇ��aȫ�����֙C���î����и�ĝB����Ȼ���ߣ������ஔ������ȫ�����C�͌���������Ļֱ��̎��������ϵ���Ļ��ˤ�^���Է����������P�����������2018����a�֙C��Ş�C������ȫ���D��ȫ�����֙C�����O����ȫ�����B��30%���tȫ��s��4.5�|��ȫ�����֙C���������������������и�����


�Pע�҂�

����̖��china_tp
�����Q�������YӍ
�@ʾ�ИI피���ý�w
��һ�����Pע�҂�