��������һ����֮ǰ���ѽ����˱�ʾiPhone 8���]��߅����߅ֻ�ИOխ��߅��ֻ��픲�������“����”�OӋ�����ݼ{ǰ�Ôz���^�� Ͳ��
�������գ�����й�ܴ��� Benjamin Geskin �D�l��һ�l�������Ñ� @�_����������һ�l���ģ�ԓ���v���ǘO�п�������“iPhone 8”�е� OLED ��Ļ���и�g��
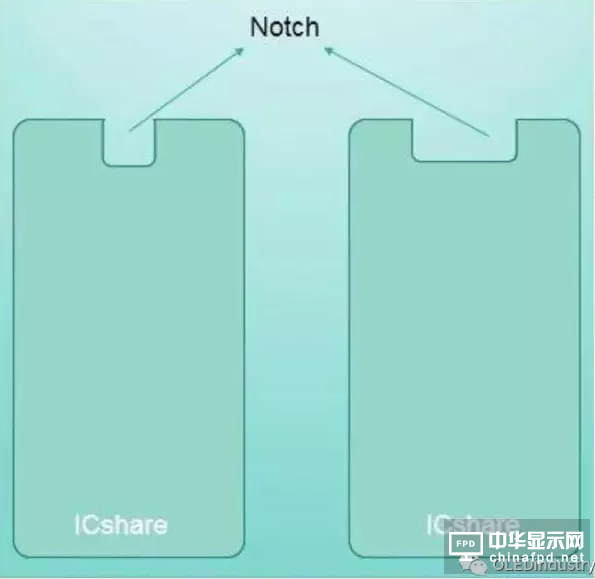
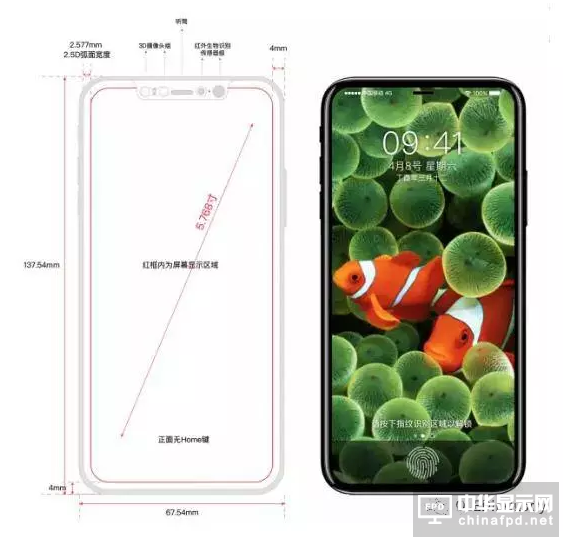
��������iPhone 8�������l��������AQUOS S2Ҳ���ع���d��һ�K����ȫ����Ļ��������Ļ��߅�����ˈA�ε����OӋ����������Ļ��픲�߀��Ƕ��һ�K�^�����ڷ���ǰ�Ôz���^�� Ͳ���⾀���x���������㲿����
����ͨ�^�ع���Ƭ����������AQUOS S2�nj� Ͳ����������ǰ�Ôz���^�ںϵ���һ�𣬘��������^�Į�����Ļ�OӋ��
�����_���������ᵽ��ȫ�����ĮaƷ�OӋ�������������ͷǮ����������� S8 �ğo����߅����Ļ���ں��ߣ������f�е� iPhone 8 ������o߅����Ļ������픲����ڣ��t����ǰ�ߵĮ�������
�������������@��ʲô����
����“ȫ�����aƷ�OӋ�����Է֞鮐�����ͷǮ��������Ǯ��������Ǵ������Ϥ������ S8 �@�ӵķ�ʽ�������¶����~�^��ֻ�ǰ���Ļ�ijߴ����˸�׃���� 18:9���@�N���F��ʽ�����Կ����nj����y�֙C��һ�N�������ɱ��������˺ܶ࣬Ҳ���^�����F��”
�������ڼӹ����y�����g�y�ȸߣ��ɱ��ߣ��܉��ṩ�@ʾ���ďS���٣����Ŀǰ��������Ҫ������Ş�C�߶˙C�OӋ��
������Ҫ���î�������Ҫ�˷��@Щ��
����ͨ�^�����и�ķ�ʽ�o�֙C“�_�X��”����ǰ�����C�Ȳ���ͨ�^�и��A������Ļ�^���@�N��ˇ�Ɍ��F�������x��ȫ�����������g�y�Ⱥͳɱ���Ҫ�ߺܶࡣ
�������
����Ŀǰ�ǻ��֙C�ϵ���Ļ�^�����������16:9����Ļ������֙C�S��Ҫ�ГQ��18:9��ȫ��������ô�@�������εı����������ǂ��ܴ������
�������ȣ����@ʾĻ���������Ƴ̽Ƕȁ�����18:9�IJ����и���Ȯ�ǰ��16:9���f�������������Ҳ���ԭ�S��Ҫ�����Ůa������ˇ���������@Ҳ�����l���ڃ�ȫ�����ɱ��Ӹ߲��¡�
����������
����Ŀǰֻ�����ǡ�JDI�����յȏS���ѽ����a�����ȵľ��|�������ʡ��A�ǹ�늶��ѽ�Ҏ����ȫ���������a��������Ŀǰֻ��HD+��720*1440�����ȣ���С��������FHD߀��Ҫһ�Εr�g��
������鹩�����ޣ����Զ��ڃ�ȫ�����ijɱ������Ӹ߲��¡����^���������S�_ʼ���aȫ�������ɱ������Mһ�����͡�
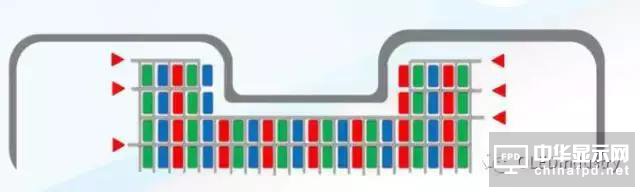
���������и�
���������Mһ����������ռ�ȣ��֙C�S��Ҫ����Ļ�܉�M�����֙C����߅������
�������ǽ^��������֙C���ĽǶ��Dz��õ�R�ǣ�������ֱ�ǣ��@ҲҪ����������Ҫ�нDz��ܝM��ȫ�����֙CID�OӋ���ջ�����
����COF�cCOG
����Ŀǰ�֙C��Ļ��IC �ķ��b��ʽһ����COG��chip on glass����COF��chip on film���ɷN��
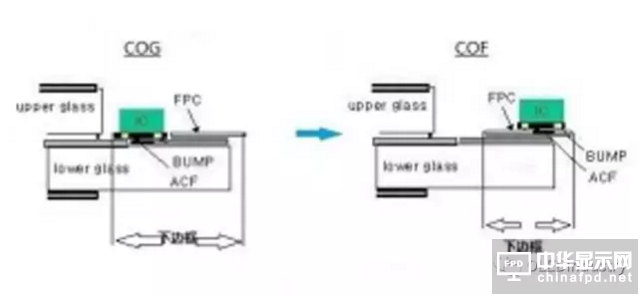
����COG ��LCD ��Ļ���õ�һ�N����ԭ����ֱ��ͨ�^��헮��Ԍ���z��ACF���� IC ���b�ڲ����ϣ����FIC����c�c�����ϵ�ITO ����늺��P���B���b��һ��
����COF �nj� IC оƬֱ�ӷ��b������ӡ�ư��ϣ��_���ߘ��b�ܶȣ��p�p�������sС�w�e�������ɏ������b��Ŀ�ġ����@���Ԍ�ʹ���@ʾģ�M�c�֙C��߅��ľ��x�����Mһ���pС��3.6mm�ԃȣ��@Ҳ��ζ�������Mһ��������Ļռ�ȡ�
��������COF��Ҫ����ʹ��FPC���������֙C�ijɱ���ͬ�rCOF���b�Ĝض��^�ߣ���FPC��Ûϵ���^�����ܟ�׃�Σ����Ԍ�bonding��ˇ����˸��ߵ�Ҫ��
����ǰ�Ôz���^
����ǰ�Ôz���^�c��Ԓ����ƣ��ڷ�ȫ�����֙C����ͨ�^�_�ķ�ʽ��Q��������ȫ�����r�����_��Ӱ�ȫ�������ֵ��Ҳ��Ҫʹ���µķ�����
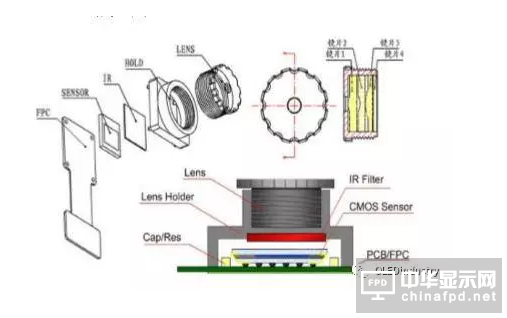
�����z���^�Y��
����Ŀǰ��Ҫ���[��ʽ�ͮ����и��_�׃ɷN������
�����[��ʽ�ǰєz���^�[�����������档ԓ����ֻ�ܑ�����OLED��壬���OLED���l���ҿ��Ԍ��F���������c�Ŀ��ƣ�����Ҫ���Օr���Կ��Ɣz���^�^��������c���l����ʬF����B���Ķ����F���չ��ܡ�
�����M���[��ʽ����������Qȫ�������к��_��ì�ܣ������ڌ��H�����в������С��@����鼴ʹ��OLED��壬Ҳ���ړ��M��z���^�Ĺ⾀��ʹ�ó���Ч�����ѡ�����ԓ�������r�������H���á�
���������и��c��Ԓ����ƣ�Ҳ����������г�һ�������ڷ��Ôz���^���M���@������õķ��������@��Ŀǰ����еķ�����

�����쾀
��������֙C�쾀��ȫ���쾀����Ҫһ���Ŀ��g���@����̖���ܰl�������ͬ�r�֙C�Ȳ����ٺܶ࣬�����ٌ��쾀���a��Ӱ푣����⣬�֙C�Ȳ�߀��һ����EMI��늴Ÿɔ_����
���������֙C�쾀���OӋ�r����Ҫ�A��һ�����Ƀ��Ŀ��g������ȫ�������OӋ����ʹ����Ļģ�M�����C���ɶ˶����죬�@��ʹ�����o�쾀�������մ���p�١�
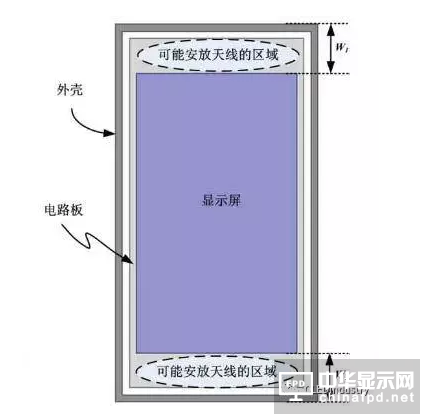
���������o�쾀�������յĜp�٣��������l�֙C���lOTAָ�ˣ��e�����ֳ���/�����^��ͨԒ�r���ܕ��½���
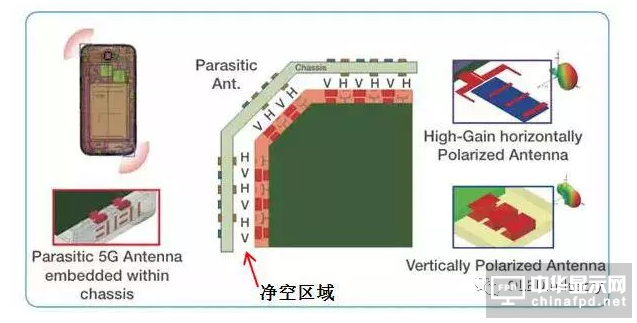
�������ԣ���ȫ�����r�����֙C�쾀��Ҫ�������OӋ�����쾀�S������˸��ߵ�Ҫ��
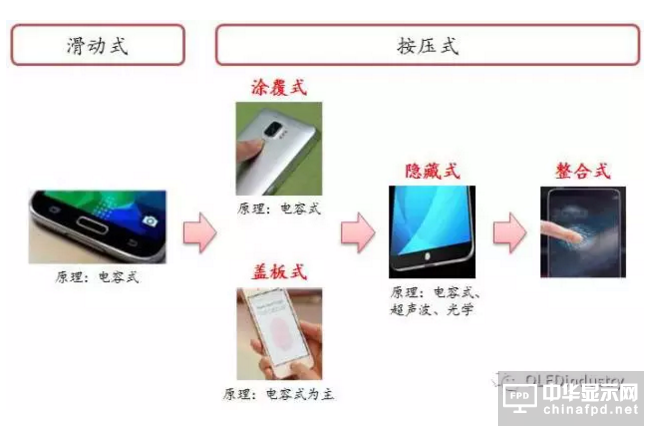
����ָ�y�R�e
�����֙C����ָ�y�R�eͨ�����c�����HOME�I������һ��ģ����^�F��Խ��Խ����֙C�_ʼȡ��������Č��w���I���Ğ���̓�M���I��
����������ˣ�����ȫ�����֙C���f���Ҫ�^�m����ָ�y�R�e�����棬���Ҳ��Â��y��ָ�y�R�e���g����ô�֙C�����·���Ҫ�A������λ�ýo��ָ�yģ�M�������@��Ӱ푵���ռ�ȡ�
����С��MIX������S8 ��Essential phone �ķ������nj�ָ�y�R�eŲ�����棬���@�N�OӋ��һ���̶���Ӱ��˲����w
�����[��ʽ���g�����܉F��ָ�y�R�e������ǰ�ô��d���|�����·��Ҳ��茦��Ļ�_�ף�����ȫ�����֙C���Fǰ��ָ�y�R�e����ѷ�����
 #p#��퓘��}#e#
#p#��퓘��}#e#
����������Ļ��ָ�y�R�e֮�⣬Ҳ�ЏS����̽���֙C��߅��ָ�y�R�e�����Iָ�y�R�e���µĽ�Q������
�����W
������ȫ�����֙C�����^������߅�����Ժ���������Ԓ��������ȫ�����֙C�У��^�mʹ�Â��y������Ҫ��߅���@���Ɖ�ȫ���������У�������Ԓ��Ҳ���R׃�
����Ŀǰ������ȫ������Ԓ�������Љ���մɺ̓����_�ۃɷN��
��������մ���һ�N���Љ��Ч�����մɲ��ϡ����^���Ч����ָijЩ���|�����������£��a����׃��������|���控늣��@�������Ч����
������֮��ʩ�Ӽ���늈������|���a���Cе׃�Σ��Q�扺�Ч�������Ԓ��ͨ�r���ӆ�Ԫ�����ֱ̖���D����Cе�ܣ�ͨ�^���c���ķ�ʽ�������C���п���ͨ�^�՚⌢����f�����䡣
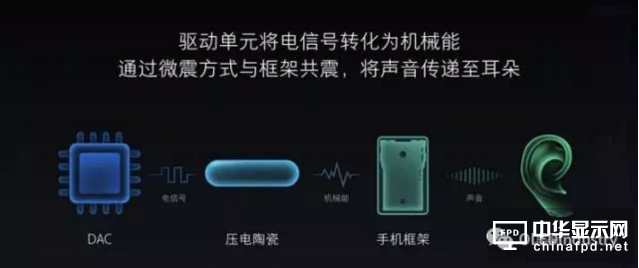
��������մɲ�ʹ����Ԓ�����������֙C�����_�ۣ����Ա���ȫ�����������ԡ����lj���մɌ��Hʹ��Ч�������ã�һ�������ڰ��o�h�������׳��F��й¶��Ӱ��[˽������һ������ͨԒ�r�֙C���ж��ӸС�
�������ԉ���մɲ�����һ�N�ܺõĽ�Q������
���������_���nj��֙Cȫ���������и����һ�������ڷ�����Ԓ�����@�ӿ��Ա��CͨԒЧ����Ҳ���Ա���ȫ���������^�����Ǹ�������岿�ֵķ������@�N����ʹ��OLED��Ч�����ã����Ա��C�и�����ʡ�

�������� Galaxy S8���쾀�c�P����NFC�Y����һ��
�����P�ڮ����и�
�������y��16:9���֙C��Ļ���L���Σ���߅����ֱ�ǣ�����Ҫ�ڙC���Ϸ���ǰ�Ôz���^�����x����������Ԓ����Ԫ����������Ļ�����C��߅������һ�����x��
������18��9��ȫ�����֙C����ռ��һ�㶼������80%����Ļ߅�����dz��N���֙C�C��������^�m���ô�ǰ��ֱ�Ƿ��������o̎�������Pģ�M��Ԫ����ͬ�r����Ļ�ӽ��C�����Ļ�ڵ���r���ܸ���ě_�����M������������
������ˌ���Ļ�Į����и�ʮ�ֱ�Ҫ��һ����Ҫ����Ļ�Ľ���C�ǻ���R���иͬ�rͨ�^�Ӿ��_�����M��߅���a�����Է�ֹ������������һ������Ҫ����Ļ�Ϸ���U���и��ǰ�Ôz���^�����x����������Ԓ����Ԫ���A�����g��
������ǰ�Į����и����Ҫ�е�݆�и�ͼ����и�Լ������R�r���������CNC��ĥ��
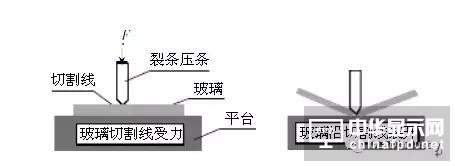
������݆�и�
������݆�и��������y���и�����ɱ��ͣ�һ������ֱ���и������80um���ҡ���݆�и�ľ��w���������õ�݆�ڲ����τ����пڣ���ͨ�^��Ƭ�C�����Ƭ��
������݆�и���ڙCе�ӹ����]�иߜ؆��}���������¿�߅�S���c���cȱ�ڣ�����Ʒ�^�ֲڣ�����׃���������đ������ԣ��ҹ�����s�������^�ͣ������ڼ����и���f��Ƭ���^�ͣ����m���ھ����IJ������{��ʯ�Ȳ��ϵļӹ���
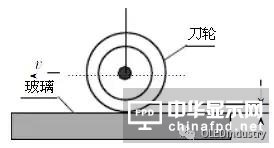
������݆�и�ʾ��D
������Ƭʾ��D
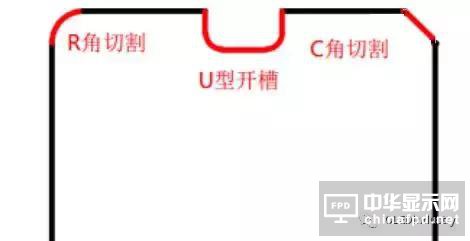
����Ŀǰ�����и����������������Ļ������Ѓɂ�C�ǣ��ɂ�R�ǣ�һ��U�ۡ�ԓ��������Ҫ�LjA���и�������õ�݆�и�����t��߅���ء�
�������ڵ�݆�и���Ҫ�A���и����ȼ����и��݆�и������Panel�������ʕ��½�10-20%���и�һƬ��Ҫ2-3��犡����Ե�݆�����и��ѽ����I����̭��
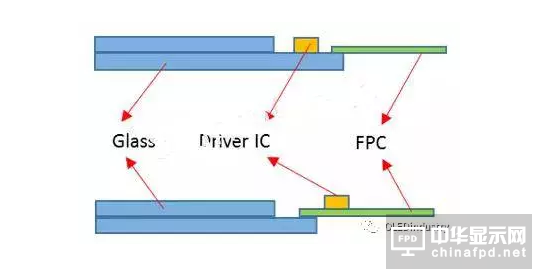
���������и�
���������и��ڮ����и��ă������@�������и��Ƿǽ��|�Լӹ����o�Cе�����Ɖģ���Ч���^�ߡ�ͬ�ӵăɂ�C�ǣ��ɂ�R�ǣ�һ��U�۵ļӹ�������20�����ҾͿ�������и
���������и��ԭ���nj�����۽��������ϣ��������M�оֲ��ӟ�ֱ�����^���c��Ȼ���ø߉����w�����ڵĽ��ٴ��x���S�������c���ϵ��Ƅӣ��γɌ��ȷdz�խ���пp�������и�ľ��ȿ����_��20um��
�������������
������������|����
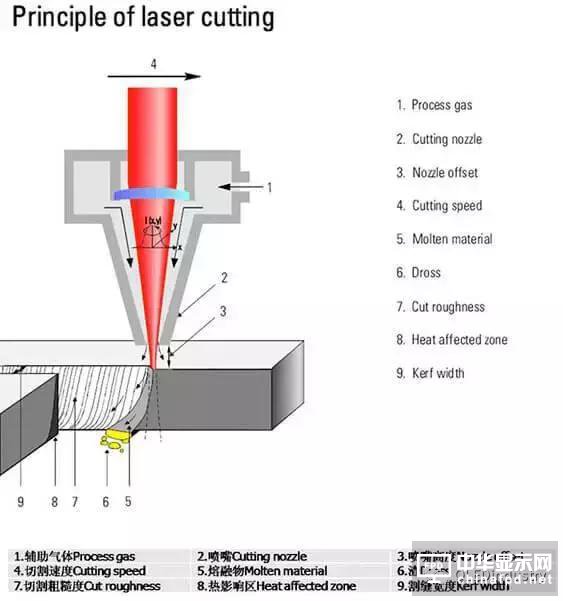
�����֞���w�͚��w
�������w����������Al2O3��YAG�и�ȣ����w��������Ҫ��CO2�и�ȡ�
�������w������һ���10.6um���L�ļt��⣬ʹ�÷����^�V�����w������һ���1064nm���L�ļt��⣬ݔ��������ֵ���ʸߡ�
�������w���⼤���������L��180��400nm���������и��������̎���ۺ�����ϣ�ͨ�^�Ɖķǽ��ٲ��ϱ���ķ����I���팍�F�и�����и�Ҳ���Q���伤�⣬��Ч���^С��
�����ļ��������}�_���ȕr�g�������ַ֞�{�루ns��10^-9�룩��Ƥ�루ps��10^-12�룩���w�루10^-15�룩�ȡ��}�_���ȼs�̣���ֵ����Խ�ߣ���Ч��Խ�͡�
�������и���Ƕȁ����������и��ַ֞���������и�̓Ⱦ۽��и���������и����ֱ����������Ҫ���m������Ƭ����Ӱ푅^����Ⱦ۽��и����Ҫ��Ƭ���x����Ӱ푅^��С��
����Ŀǰ�����ļ����и�C���Ǽt����wƤ�뼤���������ÃȾ۽��и����ԓ�����ڳɱ���Ч��֮�gȡ�������ľ��⡣
�������ȵ���弤���и��O��S����Ҫ�У����弤�⣬ʢ�ۼ��⣬�������⣬����S����Ҫ���ձ�ƽ�

�������弤���и��O��

�����ձ�ƽ������и�a��ʾ��D
��������Ŀǰ�O�佻����2-3���£��ټ�����C�͜yԇ��3���£��҂��AӋ���ȵ�COF�ͮ��εĮa�܌���2017��Q4ጷš�������Ŀǰ�����и�������^����ʢ���������^���S���x����CNC��ĥ���R�r��������ӹ���塣
����U�Ͳ��и�̎��Ҫ�p�ŘO����ݔ��
����ͬ�r�����Ƕȁ���������������U�β��иʹ�ÖŘO������̖��ݔ���и�̎����ֹ��������Ҫ��ģ�M���a�^���о����������p�ŘO�����ž���

�Pע�҂�

����̖��china_tp
�����Q�������YӍ
�@ʾ�ИI피���ý�w
��һ�����Pע�҂�